- Курсовая работа: Размерный анализ технологического процесса изготовления вала ступенчатого
- Рассчитаем величины колебаний операционных припусков, используя ормулы:
- Рассчитаем величины колебаний операционных припусков, используя формулы:
- – после штамповки D= 0,8 мм;
- – после растачивания чернового D = 0,06 × 0,8= 0,048 мм;
Курсовая работа: Размерный анализ технологического процесса изготовления вала ступенчатого
| Название: Размерный анализ технологического процесса изготовления вала ступенчатого Раздел: Промышленность, производство Тип: курсовая работа Добавлен 01:39:15 23 июля 2009 Похожие работы Просмотров: 1324 Комментариев: 15 Оценило: 2 человек Средний балл: 5 Оценка: неизвестно Скачать | ||||||||||||||||||||||||||
| Марка стали | С | Si | Mn | Cr | Ni |
| Содержание элементов в% | |||||
| 45 | 0,42–0,50 | 0,17–0,37 | 0,50–0,80 | ≤0,25 | ≤0,25 |
Такая сталь обладает следующими механическими свойствами:
– временное сопротивление при растяжении σвр =598 МПа,
– предел текучести σт =363 МПа,
– относительное удлинение δ=16%,
– ударная вязкость ан =49 Дж/м 2 ,
– среднее значение плотности: 

– дельная теплопроводность: 680 Вт/( )
)
– коэффициент линейного расширения α=11,649*10 6 1/Сº
Сталь 45 среднеуглеродистая сталь конструкционная сталь, подвергаемая закалке и последующему высокотемпературному отпуску. После такой термической обработки стали приобретают структуру сорбита, хорошо воспринимающую ударные нагрузки. Такие стали обладают небольшой прокаливаемостью (до 10 мм), поэтому механические свойства с увеличением сечения изделия понижаются. Для вала требуется более высокая поверхностная твердость, следовательно, после закалки его подвергают отпуску.
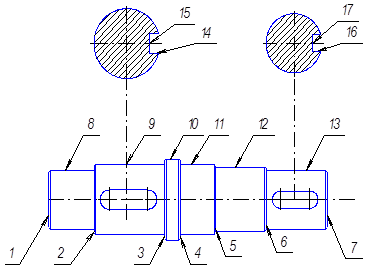
1.3 Классификация поверхностей детали
| Вид поверхности | № поверхности |
| Исполнительные поверхности | 14, 16 |
| Основные конструкторские базы | 2, 8, 12 |
| Вспомогательные конструкторские базы | 3, 5, 6, 9, 13, 14, 16 |
| Свободные поверхности | 1, 4, 7, 10, 11, 15, 17 |
1.4 Анализ технологичности детали

1.4.1 Качественная оценка технологичности
а) Показатель технологичности заготовки.
Коэффициент обрабатываемости материала резанием Коб =1
б) Простая конструкция детали (отсутствие сложных фасонных поверхностей) позволяет использовать при её производстве унифицированную заготовку.
в) Габаритные размеры детали и ее использование позволяет использовать рациональные методы получения заготовки, такие как: прокат, штамповка, литье.
г) С учётом требований к поверхностям детали (точности, шероховатости), а также их тех назначения окончательное формирование поверхностей детали (ни одной) на заготовительной операции невозможно.
д) Обеспечение нужной шероховатости возможно стандартными режимами обработки и унифицированным инструментом.
е) Данная сталь способна легко подвергается ТО.
1.4.2 Показатели технологичности конструкции детали в целом
1. Материал не является дефицитным, стоимость приемлема.
2. Конфигурация детали простая.
а) Конструкционные элементы детали универсальны
б) Размеры и качество поверхности детали имеют оптимальные требования по точности и шероховатости.
в) Конструкция детали обеспечивает возможность использования типовых ТП ее изготовления.
г) Возможность обработки нескольких поверхностей с одного установа имеется:
д) С учётом требований к поверхностям детали (точности, шероховатости), а также их тех назначения окончательное формирование поверхностей детали (ни одной) на заготовительной операции невозможно. Невозможна обработка на проход.
е) Конструкция обеспечивает высокую жесткость детали.
ж) Технические требования не предусматривают особых методов и средств контроля.
1.4.3 Показатели технологичности базирования и закрепления
а) Заготовка устанавливается удобно для обработки
б) Во время механической обработки единство баз соблюдается.
1.4.4 Количественная оценка технологичности
а) Коэффициент точности обработки
КТО =1- ,
,
где  -cредний квалитет поверхностей детали.
-cредний квалитет поверхностей детали.
 ,
,
где ni – количество поверхностей с i квалитетом;
А= .
.
КТО =1- = 0,901.
= 0,901.
б) Коэффициент средней шероховатости поверхности детали
КТШ =1- ,
,  =
= ,
,
 =5,456.
=5,456.
КТШ =1- =0,817.
=0,817.
2. Выбор типа производства и формы организации технологического процесса изготовления
2.1 Рассчитаем массу данной детали:
q=  ,
,

m=789700·7814·10 -9 =6,170 кг.
2.2 Анализ исходных данных
– масса данной детали составляет 6,170 кг.;
– объем выпуска изделий 1100 дет/год;
– режим работы предприятия изготовителя – двухсменный;
– тип производства – среднесерийный.
Основные характеристики типа производства
– объем выпуска изделий – средний;
– оснастка – универсальная, специализированная;
– степень механизации и автоматизации – средняя;
– квалификация рабочих – средняя;
– форма организации технологического процесса – групповая переменно-поточная;
– расстановка оборудования – по типам станков, предметно-замкнутые участки;
– виды технологических процессов – единичные, типовые, групповые, операционные;
– коэффициент закрепления операции
10 . 3,8)±2,4= Ø62,6±2,4
2) Литейные уклоны назначаем согласно ГОСТ 26.645–8, исходя из конструктивных особенностей заготовки. Согласно рекомендации, для упрощения изготовления литейной модели принимаем их одинаковыми и величиной 3°.
3) Литейные радиусы закруглений наружных углов принимаем равными R=3 мм.
Литейные радиусы закруглений внутренних углов определяем по формуле R=0,4∙h.
4) Определяем коэффициент использования материала Км, по формуле:

где m – масса детали, кг;
M – масса заготовки, кг.
Рассчитаем массу заготовки:
 , кг
, кг
где: γ – плотность материала, кг/м 3 . Для стали: γ=7814 кг/м 3 ;
Vз – объем заготовки, мм 3 .
Объем заготовки определяем как алгебраическую сумму объемов простейших тел составляющих заготовку:
 мм 3
мм 3
 , мм 3
, мм 3
Mзаг. = 1,212·10 6 ×7814×10 -9 = 9,47 кг, mдет. = 8,055·10 5 ×7814×10 -9 = 6,29, кг.
Определим коэффициент использования материала:
 .
.
Данный метод литья удовлетворяет задаче получения отливки с контуром приближающемся к контуру детали; т.е. с коэффициентом использования Км близким к 1.
3.2 Получение заготовки штамповкой на кривошипных горячештамповочных прессах
1) По таблице 3.1.3 [1] выбираем:
а) Оборудование – пресс с выталкивателем;
б) Штамповочные уклоны: 5°;
в) Радиусы закруглений наружных углов, при глубине полости ручья:
10…25 мм – r = 2,5 мм,
25…50 мм – r = 3 мм;
Радиусы закруглений внутренних углов, больше наружных углов в 3…4 раза.
2) По таблице 3.4 [1] назначаем допуски и припуски на обработку на сторону и сводим их в таблицу 2.



3) Рассчитаем площадь поковки в плане [1]:
4) Определяем толщину мостика для облоя [1]:
 , мм
, мм
Коэффициент Со принимаем равным 0,016.
5) По таблице 3.2.2 выбираем остальные размеры облойной канавки [1]:
а) Усилие пресса – 16МН;
6) Рассчитать объем заготовки [1]:
где Vп – объем поковки, рассчитываемый по номинальным горизонтальным
Vу – объем угара, определяемый в зависимости от способа нагрева;
Vо – объем облоя при штамповке.
а) Объем поковки:
 мм 3
мм 3
б) Объем угара Vу принимаем равным 1% от Vп .
где ξ – коэффициент, учитывающий изменение фактической площади сечения получаемого облоя по сравнению с площадью сечения мостика; ξ=2.
Fм – площадь поперечного сечения мостика;
Рп – периметр поковки;
Подставим полученные данные в формулу:
Vо = 2 . 11×(724+2 . 3,14 . 5) = 16618,8 мм 3 ;
г) Объем поковки:
Vзаг. =1,053·10 6 +10530+16618,8=1080148,8 мм 3 .
Определим параметры исходной заготовки для штамповки.
д) Диаметр заготовки:
 , мм
, мм
где m – отношение  ; 1,25 2
; 1,25 2
7) Рассчитаем массу поковки:
 =1080148,8 . 7814 . 10 -9 =8,44 кг
=1080148,8 . 7814 . 10 -9 =8,44 кг
8) Определим коэффициент использования материала:

9) Рассчитаем усилие штамповки:
 , МН,
, МН,
где Dпр – приведенный диаметр,
Fп – площадь проекции поковки на плотность разъема штампа,
Bп.ср – средняя ширина поковки в плане,
σв — предел прочности штампуемого материала, σв =598 МПа [2]
Dпр =1,13 , Fп =
, Fп = , Bп.ср =
, Bп.ср = .
.
Dпр =  мм
мм
 , МН
, МН
По расчетному усилию штамповки выбираем пресс с усилием 25 МН и примерной производительностью 180 шт./ч.
3.3 Технико-экономический анализ
Для окончательного выбора метода получения заготовки, следует провести сравнительный анализ по технологической себестоимости.
Расчет технологической себестоимости заготовки получаемую по первому или второму методу проведем по следующей формуле [1]:
где М – масса заготовки, кг;
m – масса детали, кг;
Сзаг – стоимость одного килограмма заготовок, руб./кг;
Cмех. – стоимость механической обработки, руб./кг;
Сотх – стоимость одного килограмма отходов, руб./кг.
Стоимость заготовки, полученной такими методами, как литье в песчаные формы и штамповка на кривошипных горячештамповочных прессах, с достаточной для стадии проектирования точностью можно определить по формуле [1]:
где Сот – базовая стоимость одного килограмма заготовки, руб./кг;
hT – коэффициент, учитывающий точность заготовки;
hC – коэффициент, учитывающий сложность заготовки;
hB – коэффициент, учитывающий массу заготовки;
hM – коэффициент, учитывающий материал заготовки;
hП – коэффициент, учитывающий группу серийности.
Для получения заготовки по методу литья значения коэффициентов в формуле следующие [1]:
hT =1,03 – 2 -ый класс точности;
hC =0,7 – 1- ая группа сложности получения заготовки;
hB =0,93 – так как масса заготовки находится в пределах 3…10,0 кг;
hM =1,21 – так как сталь углеродистая;
hП =0,77 – 2 -ая группа серийности;
Базовая стоимость одного килограмма отливок составляет Сот = 0,29 руб.
Сзаг. = 0,29. 1,03. 0,7. 0,93. 1,21. 0,77 =0,181 руб./кг
Определяем стоимость механической обработки по формуле:
где Сс = 0,495 – текущие затраты на один килограмм стружки, руб./кг [1];
Ск = 1,085 – капитальные затраты на один килограмм стружки, руб./кг [1];
Ем = 0,1 – нормативный коэффициент эффективности капитальных вложений выбираем из предела (0,1…0,2) [1].
Смех. = 0,495 + 0,1. 1,085 = 0,6035 руб./кг
Стоимость одного килограмма отходов принимаем равной Сотх. = 0,0144 руб./кг.
Определим общую стоимость заготовки, получаемую по методу литья:
Ст = 0,181 . 9,47 + 0,6035. (9,47–6,29) – 0,0144 . (9,47–6,29) = 3,587 руб.
Для заготовки, получаемой методом штамповки на кривошипных горячештамповочных прессах, значения коэффициентов в формуле (9) следующие[1]:
hT =1 – 2 -ой класс точности;
hC =0,75 – 1- ая группа сложности получения заготовки;
hB =0,87 – так как масса заготовки находится в пределах 4…10 кг;
hM =1 – так как сталь углеродистая;
Базовая стоимость одного килограмма штамповок составляет Сшт = 0,315 руб./кг
Сзаг. = 0,315 . 1 . 0,75 . 0,87 . 1 . 1 = 0,21 руб./кг
Определяем общую стоимость заготовки, получаемую штамповкой:
Ст = 0,21 . 8,44 + 0,6035. (8,44–6,29) –0,0144 . (8,44–6,29) = 3,039 руб.
Таким образом, по технологической себестоимости наиболее экономичным является вариант изготовления детали из заготовки, полученной штамповкой.
Ожидаемая годовая экономия:
где N – годовая программа выпуска деталей, шт.;
Эгод. = (3,587 – 3,039). 1100 = 60,280 руб.
Вывод : на основании сопоставления технологических себестоимостей по рассматриваемым вариантам делаем вывод о том, что для дальнейшей разработки следует выбрать метод получения заготовки штамповкой. В этом случае годовая экономия составит 60,280 рублей.
4. Разработка технологического маршрута изготовления детали
4.1 Разработка технологического маршрута обработки поверхностей
| № пов. | JT | Ra, мкм | Переходы | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 | h14/2 | 12,5 |
 при n> 4; (5.6)
при n> 4; (5.6)| Квалитет точности | Значение коэффициента l 2 | Закон распределения |
| IT 5…6 | 1/3 | Равновесный |
| IT 7…8 | 1/6 | Симпсона |
| IT 9…12 и грубее | 1/9 | Гаусса |
ω [Z1 05 ] min = 3,2 + 1,2 = 4,4 мм;
ω [Z7 05 ] min = 5 + 3,2 + 1,2+0,3 = 9,7 мм;
ω [Z4 10 ] min =  = 5,68 мм;
= 5,68 мм;
ω [Z5 10 ] min =  = 6,86 мм;
= 6,86 мм;
ω [Z6 10 ] min =  = 6,86 мм;
= 6,86 мм;
ω [Z2 10 ] min = 0,3 + 0,25 + 1,2 = 1,75 мм;
ω [Z3 10 ] min =  = 4,7 мм;
= 4,7 мм;
ω [Z6 15 ] min = 0,3 + 0,27 = 0,57 мм;
ω [Z5 15 ] min = 0,3 + 0,28 = 0,58 мм;
ω [Z2 15 ] min = 0,27 + 0,3 = 0,57 мм;
ω [Z3 15 ] min = 0,27 + 0,3 = 0,57 мм;
ω [Z5 30 ] min = 0,28 + 0,1 + 0,17 = 0,55 мм;
ω [Z2 30 ] min = 0,28 + 0,1 + 0,17 = 0,55 мм.
Определим максимальные значения операционных припусков по формуле:
 (5.7)
(5.7)
Определим средние значения операционных припусков по формуле:
 (5.8)
(5.8)
[Z7 05 ] ср = 05 · (1,3 + 11) = 6,15 мм;
[Z4 10 ] ср = 05 · (1,35 + 7,03) = 4,19 мм;
[Z5 10 ] ср = 05 · (1,35 + 8,21) = 4,78 мм;
[Z6 10 ] ср = 05 · (1,35 + 8,21) = 4,78 мм;
[Z2 10 ] ср = 05 · (1,35 + 3,1) = 2,23 мм;
[Z3 10 ] ср = 05 · (1,35 + 6,05) = 3,7 мм;
[Z6 15 ] ср = 05 · (0,21 + 0,78) = 0,495 мм;
[Z5 15 ] ср = 05 · (0,21 + 0,79) = 0,45 мм;
[Z2 15 ] ср = 05 · (0,21 + 0,78) = 0,495 мм;
[Z3 15 ] ср = 05 · (0,21 + 0,78) = 0,495 мм;
[Z5 30 ] ср = 05 · (0,085 + 0,635) = 0,36 мм;
[Z2 30 ] ср = 05 · (0,085 + 0,635) = 0,36 мм
5.3 Расчёт операционных размеров
Произведем расчет значений операционных размеров по способу средних значений.
Найдем средние значения размеров, известных заранее:
[М 05 ] = 275 ± 1,3 мм; [М 05 ]ср = 275 мм;
[З 15 ] = 115 ± 0,87 мм; [3 15 ]ср = 115 мм;
[Ж 30 ] = 45 ± 0,62 мм; [Ж 30 ] ср = 45 мм;
[К 15 ]= 60 ± 0,74 мм; [К 15 ]ср = 60 мм;
[Л 30 ]= 110 ± 0,87 мм; [Л 30 ]ср = 110 мм;
Э 05 = 6,41 ± 0,3 мм; Э 05 ср = 6,41 мм;
Я 05 = 6,41 ± 0,3 мм; Я 05 ср = 6,41 мм;
[Н] = 145 ± 1,0 мм; [Н] ср = 145 мм.
Найденные средние значения подставим в уравнения операционных размеров, решая эти уравнения, мы получим средние значения операционных размеров.
1) [Л 30 ] = – П 30 — Э 05 + [М 05 ]; П 30 = – [Л 30 ] – Э 05 +[М 05 ];
П 30 = 275 – 6,41 – 110 = 158,59 мм;
2) [Н] = [М 05 ] – О 10 ;О 10 = [М 05 ]- [Н];
[О 10 ] = 275 – 145 = 130 мм;
3) [Ж 30 ] = – Т 30 – Я 05 + [М 05 ]; Т 30 = [М 05 ]– Я 05 – [Ж 30 ];
Т 30 = 275 – 6,41 – 45 = 223,59 мм;
4) [З 15 ] = – С 15 + [М 05 ]; С 15 = [М 05 ]- [З 15 ];
С 15 = 275 – 115 = 160 мм;
5) [К 15 ] = – Р 15 + [М 05 ]; Р 15 = [М 05 ] – [К 15 ];
Р 15 = 275 – 60 = 215 мм;
6) [Z2 30 ] = – Т 30 – Я 05 + Т 15 ; Т 15 = [Z2 30 ] + Т 30 + Я 05 ;
Т 15 = 223,59 + 6,41 + 0,36 = 230,36 мм;
7) [Z5 30 ] = П 15 – Э 05 – П 30 ; П 15 = [Z5 30 ] + Э 05 + П 30 ;
П 15 = 0,36 + 6,41 + 158,59 = 165,36 мм;
8) [Z2 15 ] = – Т 15 + Т 10 ; Т 10 = [Z2 15 ] + Т 15 ;
Т 10 = 0,495 + 230,36 = 230,855 мм;
9) [Z3 15 ] = – С 15 + С 10 ; С 10 = [Z3 15 ] + С 15 ;
С 10 = 0,495+ 160 = 160,495 мм;
10) [Z6 15 ] = Р 10 — Р 15 ; Р 10 = [Z6 15 ] + Р 15 ;
Р 10 = 0,495 + 215 = 215,495 мм;
11) [Z5 15 ] = П 10 – П 15 ; П 10 = [Z5 15 ] + П 15 ;
П 10 = 0,5 + 165,36 = 165,86 мм;
12) [Z2 10 ] = – Т 10 + [М 05 ] – Ж 05 ; Ж 05 = [М 05 ] – Т 10 – [Z2 10 ];
Ж 05 = 275 – 230,855 – 2,23 = 41,915 мм;
13) [Z1 05 ] = – Ж 05 + Ж 00 ; Ж 00 = [Z1 05 ] + Ж 05 ;
Ж 00 = 3,5 + 41,915 = 45,415 мм;
14) [Z7 05 ] = М 00 – Ж 00 + Ж 05 – [М 05 ]; М 00 = [Z7 05 ] + Ж 00 – Ж 05 + [М 05 ];
М 00 = 6,15 + 45,415 – 41,915 + 275 = 284,65 мм;
15) [Z3 10 ] = – С 10 + [М 05 ]– Ж 05 + Ж 00 +З 00 ; З 00 = [М 05 ]- [Z3 10 ] – С 10 – Ж 05 + Ж 00 ;
З 00 = 275 – 3,7 – 160,495 – 41,915 + 45,415 = 114,305 мм;
16) [Z6 10 ] = – К 00 + М 00 — Ж 00 +Ж 05 -Р 10 ; К 00 = М 00 — Ж 00 +Ж 05 -Р 10 – [Z6 10 ];
К 00 = 284,65 – 45,415 + 41,915 – 215,495 – 4,78 = 60,875 мм;
17) [Z5 10 ] = – Л 00 + М 00 – Ж 00 +Ж 05 -П 10 ; Л 00 = М 00 – Ж 00 +Ж 05 -П 10 – [Z5 10 ];
Л 00 = 284,65 – 45,415 + 41,915 – 165,86 – 4,78 = 110,51 мм;
18) [Z4 10 ] = И 00 + З 00 – Ж 00 +Ж 05 -О 10 ; И 00 = Ж 00 — Ж 05 + О 10 – З 00 + [Z4 10 ];
И 00 = 45,415 – 41,915 + 130 + 4,19 -114,305 = 23,385 мм;
Составим таблицу, в которой укажем значения операционных размеров в осевом направлении:
Таблица 5.2. Значения операционных размеров в осевом направлении
| Символьное обозначение | ||||
| Ж 00 | 45,105 | 45,725 | 45,415 | 45,415 ± 0,31 |
| З 00 | 113,87 | 114,74 | 114,305 | 114,305 ± 0,435 |
| И 00 | 23,125 | 23,645 | 23,385 | 23,385 ± 0,26 |
| К 00 | 60,505 | 61,245 | 60,875 | 60,875 ± 0,37 |
| Л 00 | 110,075 | 110,945 | 110,51 | 110,51 ± 0,435 |
| М 00 | 284 | 285,3 | 284,65 | 284,65 ± 0,65 |
| Ж 05 | 41,79 | 42,04 | 41,915 | 41,915 ± 0,125 |
| М 05 | 274,74 | 275,26 | 275 | 275 ± 0,26 |
| О 10 | 129,8 | 130,2 | 130 | 130 ± 0,2 |
| П 10 | 165,66 | 166,06 | 165,86 | 165,86 ± 0,2 |
| Р 10 | 215,265 | 215,725 | 215,495 | 215,495 ± 0,23 |
| С 10 | 160,295 | 160,695 | 160,495 | 160,495 ± 0,2 |
| Т 10 | 230,625 | 231,085 | 230,855 | 230,855 ± 0,23 |
| П 15 | 165,302 | 165,418 | 165,36 | 165,36 ± 0,058 |
| Р 15 | 214,942 | 215,058 | 215 | 215 ± 0,058 |
| С 15 | 159,95 | 160,05 | 160 | 160 ± 0,05 |
| Т 15 | 230,302 | 230,418 | 230,36 | 230,36 ± 0,058 |
| П 30 | 158,5585 | 158,6215 | 158,59 | 158,59 ± 0,0315 |
| Т 30 | 223,554 | 223,626 | 223,59 | 223,59 ± 0,036 |
Значения всех рассчитанных припусков и операционных размеров (в окончательном виде) заносим в схему размерного анализа в осевом направлении.
6. Размерный анализ в радиальном направлении
6.1 Размерные цепи и их уравнения
Составим уравнения операционных размерных цепей в виде уравнений номиналов. В общем виде это выглядит:
где [A] – номинальное значение замыкающего звена;
Ai — номинальные значения составляющих звеньев;
i – порядковый номер звена;
n – число составляющих звеньев;
xi – передаточные отношения, характеризующие расположение звеньев по величине и направлению. Для линейных цепей с параллельными звеньями передаточные звенья равны: xi = 1 (увеличивающие звенья); xi = -1(уменьшающие звенья).
Составим уравнения замыкающих операционных припусков:
[Z12 35 ] = – Д 35 + Е 12 35 –18 05 + Е 12 30 -18 05 + Д 30 ;
[Z8 35 ] = – А 35 + Е 8 35 –18 05 + Е 8 30 -18 05 + А 30 ;
[Z9 30 ] = – Б 30 + Е 9 30 –18 05 + Е 9 15 -18 05 + Б 15 ;
[Z8 30 ] = – А 30 + Е 8 30 –18 05 + Е 8 15 -18 05 + А 15 ;
[Z13 30 ] = – Е 30 + Е 13 30 –18 05 + Е 13 15 -18 05 + Е 15 ;
[Z12 30 ] = – Д 30 + Е 12 30 –18 05 + Е 12 15 -18 05 + Д 15 ;
[Z9 15 ] = – Б 15 + Е 9 15 –18 05 + Е 9 10 -18 05 + Б 10 ;
[Z8 15 ] = – А 15 + Е 8 15 –18 05 + Е 8 10 -18 05 + А 10 ;
[Z12 15 ] = – Д 15 + Е 12 15 –18 05 + Е 12 10 -18 05 + Д 10 ;
[Z13 15 ] = – Е 15 + Е 13 15 –18 05 + Е 13 10 -18 05 + Е 10 ;
[Z9 10 ] = – Б 10 + Е 9 10 –18 05 + Е 9 00 -18 05 + Б 00 ;
[Z8 10 ] = – А 10 + Е 8 10 –18 05 + Е 8 00 -18 05 + А 00 ;
[Z10 10 ] = – В 10 + Е 10 10 –18 05 + Е 10 00 -18 05 + В 00 ;
[Z11 10 ] = – Г 10 + Е 11 10 –18 05 + Е 11 00 -18 05 + Г 00 .
[Z12 10 ] = – Д 10 + Е 12 10 –18 05 + Е 12 00 -18 05 + Д 00 ;
[Z13 10 ] = – Е 10 + Е 13 10 –18 05 + Е 13 00 -18 05 + Е 00 .
6.2 Расчёт припусков
Определим минимальные значения операционных припусков по формулам:
– на токарной черновой операции 10:
где Rz i -1 , h i -1 – высота неровностей и дефектный слой, образовавшиеся на обрабатываемой поверхности при предыдущей обработке (значения берутся из прил. 4 [2]);
с.ш. – смещение штампа, возникающее на заготовительной операции;
– на остальных операциях:
[Z13 10 ] min = 0,1 + 0,2 + 1= 1,3 мм;
[Z12 10 ] min = 0,1 + 0,2 + 1= 1,3 мм;
[Z11 10 ] min = 0,1 + 0,2 + 1= 1,3 мм;
[Z10 10 ] min = 0,1 + 0,2 + 1= 1,3 мм;
[Z13 15 ] min = 0,08 + 0,1 + 0,02 = 0,2 мм;
[Z12 15 ] min = 0,08 + 0,1 + 0,03 = 0,21 мм;
[Z8 15 ] min = 0,08 + 0,1 + 0,02 = 0,2 мм;
[Z9 15 ] min = 0,08 + 0,1 + 0,03 = 0,21 мм;
[Z12 30 ] min = 0,03 + 0,04 + 0,02 = 0,09 мм;
[Z13 30 ] min = 0,03 + 0,04 + 0,02 = 0,09 мм;
[Z8 30 ] min = 0,03 + 0,04 + 0,02 = 0,09 мм.
[Z9 30 ] min = 0,03 + 0,04 + 0,02 = 0,09 мм;
[Z12 35 ] min = 0,02 + 0,03 + 0,006 = 0,056 мм;
[Z8 35 ]min = 0,02 + 0,03 + 0,006 = 0,056 мм.
Рассчитаем величины колебаний операционных припусков, используя формулы:
 при n£ 4; (6.5)
при n£ 4; (6.5)
 при n> 4; (6.6)
при n> 4; (6.6)
где: x i – коэффициент влияния составного звена на замыкающее звено;
n – число звеньев в уравнении припуска;
– коэффициент соотношения между законом распределения величины Аi и законом нормального распределения.
Определяется по табл. 2.1, для эксцентриситетов = 0,127;
w[Z13 10 ] = 0,1 + 0,04 + 0,02 + 1,8 = 1,96 мм;
w[Z12 10 ]= 0,1 + 0,04 + 0,02 + 1,8 = 1,96 мм;
w[Z11 10 ]= 0,1 + 0,04 + 0,02 + 1,8 = 1,96 мм;
w[Z10 10 ]= 0,1 + 0,04 + 0,02 + 1,8 = 1,96 мм;
w[Z8 10 ]= 0,1 + 0,04 + 0,02 + 1,8 = 1,96 мм;
w[Z9 10 ]= 0,1 + 0,04 + 0,02 + 1,8 = 1,96 мм;
w[Z13 15 ]= 0,06 + 0,02 + 0,04 + 0,1 = 0,22 мм;
w[Z12 15 ]= 0,06 + 0,03 + 0,04 + 0,1 = 0,23 мм;
w[Z8 15 ]= 0,06 + 0,02 + 0,04 + 0,1= 0,22 мм;
w[Z9 15 ]= 0,06 + 0,02 + 0,04 + 0,1= 0,23 мм;
w[Z13 30 ]= 0,075 + 0,02 + 0,02 + 0,06 = 0,175 мм;
w[Z12 30 ]= 0,075 + 0,02 + 0,03 + 0,06 = 0,185 мм;
w[Z8 30 ]= 0,075 + 0,02 + 0,02 + 0,06 = 0,175 мм.
w[Z9 30 ]= 0,075 + 0,02 + 0,03 + 0,06 = 0,185 мм;
w[Z12 35 ]= 0,04 + 0,006 + 0,02 + 0,075 = 0,141 мм;
w[Z8 35 ]= 0,04 + 0,006 + 0,02 + 0,075 = 0,141 мм.
Определим максимальные значения операционных припусков по формуле:
 (6.7)
(6.7)
[Z12 30 ]max = 0,09 + 0,185 = 0,275 мм;
[Z13 30 ]max = 0,09 + 0,175 = 0,265 мм;
[Z8 30 ]max = 0,09 + 0,175 = 0,265 мм.
[Z9 30 ]max = 0,09 + 0,185 = 0,275 мм;
[Z12 35 ]max = 0,056 + 0,141 = 0,197 мм;
[Z8 35 ]max = 0,056 + 0,141 = 0,197 мм.
Определим средние значения операционных припусков по формуле:
 (6.8)
(6.8)
[Z12 15 ] ср = 0,5×(0,21 + 0,44) = 0,325 мм
[Z12 30 ] ср = 0,5×(0,09 + 0,275) = 0,1825 мм;
[Z13 30 ] ср = 0,5×(0,09 + 0,265) = 0,1775 мм;
[Z8 30 ] ср = 0,5×(0,09 + 0,265) = 0,1775 мм.
[Z9 30 ] ср = 0,5×(0,09 + 0,275) = 0,1825 мм;
[Z12 35 ] ср = 0,5×(0,056 + 0,197) = 0,1265 мм;
[Z8 35 ] ср = 0,5×(0,056 + 0,197) = 0,1265 мм
6.3 Расчёт операционных размеров
Произведем расчет значений операционных размеров по способу средних значений.
Найдем средние значения размеров, известных заранее:
[А 35 ] = 55  мм; [А 35 ]ср = 55,0115 мм;
мм; [А 35 ]ср = 55,0115 мм;
[Б 30 ] = 65  мм; [Б 30 ]ср = 60,035 мм;
мм; [Б 30 ]ср = 60,035 мм;
[В 10 ] = 75 ± 0,37 мм; [В 10 ] ср = 75 мм;
[Г 10 ]= 65 ± 0,37 мм; [Г 10 ]ср = 65 мм;
[Д 35 ]= 60 мм; [Д 35 ]ср = 60,0115 мм;
[Е 30 ] = 55 мм; [Е 30 ] ср = 55,035 мм;
Ч 20 = 46 ±0,31 мм; Ч 20 ср = 46 мм;
Щ 20 = 55 ± 0,37 мм; Щ 20 ср = 55 мм;
Найденные средние значения подставим в уравнения операционных размеров, решая эти уравнения, мы получим средние значения операционных размеров.
1) [Z12 35 ] = – Д 35 + Е 12 35 –18 05 + Е 12 30 -18 05 + Д 30 ;
Д 30 = Д 35 + [Z12 35 ] –Е 12 35 –18 05 — Е 12 30 -18 05 ;
Д 30 = 0,1265 + 60,0115 – 0,006 – 0,02 = 60,112 мм;
2) [Z8 35 ] = – А 35 + Е 8 35 –18 05 + Е 8 30 -18 05 + А 30 ;
А 30 = А 35 + [Z8 35 ] – Е 8 35 –18 05 — Е 8 30 -18 05 ;
А 30 = 55,0115 + 0,1265 – 0,006 – 0,02 = 55,112 мм;
3) [Z9 30 ] = – Б 30 + Е 9 30 –18 05 + Е 9 15 -18 05 + Б 15 ;
Б 15 = Б 30 + [Z9 30 ] – Е 9 30 –18 05 – Е 9 15 -18 05 ;
Б 15 = 65,035 + 0,1825 – 0,02 – 0,03 = 65,1675 мм;
4) [Z8 30 ] = – А 30 + Е 8 30 –18 05 + Е 8 15 -18 05 + А 15 ;
А 15 = А 30 +[Z8 30 ] –Е 8 30 –18 05 –Е 8 15 -18 05 ;
А 15 = 55,112 + 0,1825 – 0,02 – 0,02 = 55,2545 мм;
5) [Z13 30 ] = – Е 30 + Е 13 30 –18 05 + Е 13 15 -18 05 + Е 15 ;
Е 15 = Е 30 + [Z13 30 ] – Е 13 30 –18 05 – Е 13 15 -18 05 ;
Е 15 = 55,035 + 0,1825 – 0,02 – 0,02 = 55,1775 мм;
6) [Z12 30 ] = – Д 30 + Е 12 30 –18 05 + Е 12 15 -18 05 + Д 15 ;
Д 15 = Д 30 + [Z12 30 ] – Е 12 30 –18 05 – Е 12 15 -18 05 ;
Д 15 = 60,112 + 0,1825 – 0,02 – 0,03 = 60,2445 мм;
7) [Z9 15 ] = – Б 15 + Е 9 15 –18 05 + Е 9 10 -18 05 + Б 10 ;
Б 10 = Б 15 + [Z9 15 ] – Е 9 15 –18 05 – Е 9 10 -18 05 ;
Б 10 = 60,1675 + 0,325 – 0,03 – 0,04 = 60,4225 мм;
8) [Z8 15 ] = – А 15 + Е 8 15 –18 05 + Е 8 10 -18 05 + А 10 ;
А 10 = А 15 + [Z8 15 ] – Е 8 15 –18 05 – Е 8 10 -18 05 ;
А 10 = 55,2545 + 0,31 – 0,02 – 0,04 = 55,5045 мм;
9) [Z12 15 ] = – Д 15 + Е 12 15 –18 05 + Е 12 10 -18 05 + Д 10 ;
Д 10 = Д 15 + [Z12 15 ] – Е 12 15 –18 05 – Е 12 10 -18 05 ;
Д 10 = 60,2445 + 0,325 – 0,03 – 0,04 = 60,4995 мм;
10) [Z13 15 ] = – Е 15 + Е 13 15 –18 05 + Е 13 10 -18 05 + Е 10 ;
Е 10 = Е 15 + [Z13 15 ] – Е 13 15 –18 05 – Е 13 10 -18 05 ;
Е 10 = 55,1775 + 0,31 – 0,02 – 0,04 = 55,4275 мм;
11) [Z9 10 ] = – Б 10 + Е 9 10 –18 05 + Е 9 00 -18 05 + Б 00 ;
Б 00 = Б 10 + [Z9 10 ] – Е 9 10 –18 05 — Е 9 00 -18 05 ;
Б 00 = 60,4225 + 2,28 – 0,04 – 0,02 = 62,6425;
12) [Z8 10 ] = – А 10 + Е 8 10 –18 05 + Е 8 00 -18 05 + А 00 ;
А 00 = А 10 + [Z8 10 ] – Е 8 10 –18 05 — Е 8 00 -18 05 ;
А 00 = 55,5045 + 2,28 – 0,04 – 0,02 = 57,7245;
13) [Z10 10 ] = – В 10 + Е 10 10 –18 05 + Е 10 00 -18 05 + В 00 ;
В 00 = В 10 + [Z10 10 ] – Е 10 10 –18 05 — Е 10 00 -18 05 ;
В 00 = 75 + 2,28 – 0,04 – 0,02 = 77,22;
14) [Z11 10 ] = – Г 10 + Е 11 10 –18 05 + Е 11 00 -18 05 + Г 00 ;
Г 00 = Г 10 + [Z11 10 ] – Е 11 10 –18 05 — Е 11 00 -18 05 ;
Г 00 = 65 + 2,28 – 0,04 – 0,02 = 67,22;
15) [Z12 10 ] = – Д 10 + Е 12 10 –18 05 + Е 12 00 -18 05 + Д 00 ;
Д 00 = Д 10 + [Z12 10 ] – Е 12 10 –18 05 — Е 12 00 -18 05 ;
Д 00 = 60,4995 + 2,28 – 0,04 – 0,02 = 62,7195;
16) [Z13 10 ] = – Е 10 + Е 13 10 –18 05 + Е 13 00 -18 05 + Е 00 ;
Е 00 = Е 10 + [Z13 10 ] – Е 13 10 –18 05 — Е 13 00 -18 05 ;
Е 00 = 55,4275 + 2,28 – 0,04 – 0,02 = 57,6475.
Составим таблицу, в которой укажем значения операционных размеров в радиальном направлении:
Таблица 6.1. Значения операционных размеров в радиальном направлении
| Символьное обозначение | ||||
| 2А 00 | 57,3545 | 58,0945 | 57,7245 | 57,7245 ± 0,37 |
| 2Б 00 | 62,2725 | 63,0125 | 62,6425 | 62,6425 ± 0,37 |
| 2В 00 | 76,85 | 77,59 | 77,22 | 77,22 ± 0,37 |
| 2Г 00 | 66,85 | 67,59 | 67,22 | 67,22 ± 0,37 |
| 2Д 00 | 62,3495 | 63,0895 | 62,7195 | 62,7195 ± 0,37 |
| 2Е 00 | 57,2775 | 58,0175 | 57,6475 | 57,6475 ± 0,37 |
| 2А 10 | 55,3545 | 55,6545 | 55,5045 | 55,5045 ± 0,15 |
| 2Б 10 | 59,9725 | 60,2725 | 60,4225 | 60,4225 ± 0,15 |
| 2В 10 | 74,85 | 75,15 | 75 | 75 ± 0,15 |
| 2Г 10 | 64,85 | 65,15 | 65 | 65 ± 0,15 |
| 2Д 10 | 60,3495 | 60,6495 | 60,4995 | 60,4995 ± 0,15 |
| 2Е 10 | 55,2775 | 55,5775 | 55,4275 | 55,4275 ± 0,15 |
| 2А 15 | 55,2175 | 55,2915 | 55,2545 | 55,2545±0,037 |
| 2Б 15 | 65,1305 | 65,2045 | 65,1675 | 65,1675±0,037 |
| 2Д 15 | 60,2075 | 60,2815 | 60,2445 | 60,2445±0,037 |
| 2Е 15 | 55,1405 | 55,2145 | 55,1775 | 55,1775±0,037 |
| 2А 30 | 55,089 | 55,135 | 55,112 | 55,112±0,023 |
| 2Б 30 | 65,012 | 65,058 | 65,035 | 65,035±0,023 |
| 2Д 30 | 60,089 | 60,135 | 60,112 | 60,112±0,023 |
| 2Е 30 | 55,012 | 55,058 | 55,035 | 55,035±0,023 |
| 2А 35 | 55,002 | 55,021 | 55,0115 | 55,0115±0,0095 |
| 2Д 35 | 60,002 | 60,021 | 60,0115 | 60,0115±0,0095 |
Значения всех рассчитанных припусков и операционных размеров (в окончательном виде) заносим в схему размерного анализа в радиальном направлении.
7. Сравнительный анализ результатов расчетов операционных диаметральных размеров
7.1 Определение операционных диаметральных размеров расчетно-аналитическим методом
Расчётно-аналитическим методом определим припуски на поверхность 8 Æ55k6 ( ), являющуюся наиболее точной.
), являющуюся наиболее точной.
Качество поверхности после штамповки по прил. 4 [3]:
Rz = 100 мкм, h = 200 мкм.
Качество поверхности после механической обработки по данным прил. 4 [3] следующие:
1.Растачивание черновое Rz = 80 мкм, h = 100 мкм;
2.Растачивание чистовое Rz = 30 мкм, h = 40 мкм;
3.Шлифование черновое Rz = 20 мкм, h = 30 мкм;
4.Шлифование чистовое Rz = 5 мкм, h = 15 мкм
Суммарное пространственное отклонение будем определять по формуле
 , мм (7.1)
, мм (7.1)
где  — коэффициент уточнения (по табл. 3.17 [4]);
— коэффициент уточнения (по табл. 3.17 [4]);
Di -1 – суммарное пространственное отклонение на заготовительной операции (эксцентричность отверстия);
– после штамповки D= 0,8 мм;
– после растачивания чернового D = 0,06 × 0,8= 0,048 мм;
– после растачивания чистового D = 0,04 × 0,8= 0,032 мм;
– после шлифования чернового D = 0,03 × 0,8= 0,024 мм;
– после шлифования чистового D = 0,02 × 0,8= 0,016 мм
Определим значение минимального припуска 2Zmin после каждой операции по формуле:
 , мм (7.2)
, мм (7.2)
где Rz i -1 , h i -1 – высота неровностей и дефектный слой, образовавшиеся на обрабатываемой поверхности при предыдущей обработке;
Di -1 – суммарное значение пространственных отклонений с предыдущей операции;
 мм;
мм;
 мм;
мм;
 мм;
мм;
 мм.
мм.
Определяем предельные размеры для каждого перехода по формулам:
2А 35 min = 55,002 мм;
2А 35 max = 55,021 мм;
2А 30 min = 2А 35 min +  = 55,002 + 0,148= 55,15 мм;
= 55,002 + 0,148= 55,15 мм;
2А 15 min = 2А 30 min +  = 55,15 + 0,204 = 55,354 мм;
= 55,15 + 0,204 = 55,354 мм;
2А 10 min = 2А 15 min +  = 55,354 + 0,456 = 55,81 мм;
= 55,354 + 0,456 = 55,81 мм;
2А 30 max = 2А 30 min + T2А 30 = 55,15 + 0,046 = 55,196 мм;
2А 15 max = 2А 15 min + T2А 15 = 55,354 + 0,074 = 55,428 мм;
2А 10 max = 2А 10 min + T2А 10 = 55,81 + 0,3 = 55,11 мм;
Определим предельные значения припусков по формуле:
 (7.5)
(7.5)
 (7.6)
(7.6)
 мм;
мм;
 мм;
мм;
 мм;
мм;
 мм;
мм;
Изобразим на рис. 7.1 схему расположения операционных размеров, допусков и припусков.
Источник